

概述
原油的一次加工指原油的常压蒸馏或常减压蒸馏。蒸馏所得轻、重石油产品统称直馏产品。通常一次加工装置(即常减压蒸馏装置)的生产能力代表着炼油厂的生产规模。
常减压蒸馏技术:利用物质沸点不同达到分离的效果。常压蒸馏就是一般状况下的蒸馏,减压蒸馏技术就是利用水泵或者油泵抽气使得蒸馏体系气压降低,从而让液体沸点都降低的技术。
技术原理
1.变频技术
机泵、风机采用变频器,以满足当原油性质变化时侧线及回流油量变化情况下的节能。对常压塔顶油气空冷器的风机采用变频技术,以适应不同工况条件。
2.交直流电脱盐技术
对电脱盐采用交直流电脱盐技术,该技术的主要特点是在电脱盐罐产牛了直流强电场和交流弱电场,具有交流电脱盐和直流电脱盐的优点,同时克服了各自的不足。在达到同等脱盐、脱水水平的条件下,可节电约30% 。
3.集中油雾润滑技术
油雾润滑是一种新型的集中润滑方式,它改变传统油润滑,是保证轴承长周期运行的必要条件,对提高轴承的承载能力和使用寿命起着重要作用。热油泵房机泵采用集中润滑方式。每年可节约40%润滑油、软化水,油雾润滑使轴承的故障率降低90%。且机泵因轴承原凶检修的频次明显减少。
4.常减压装置低温热回收利用技术
常减压装置产生的热水进入脱丙烷塔重沸器作为热源,多余的热水返回到脱丙烷塔重沸器热水出口线上,自脱丙烷塔重沸器出来的热水与返回到脱丙烷塔重沸器热水出口线上的多余的热水混合,然后与从催化裂解装置来的热水混合,混合后的热水分别进入气分装置的其它重沸器作为热源,出来的热水作为催化裂解装置和常减压装置的循环用水。
5.减压深拔设计技术
设计原油实沸点切割点为565度,减压深拔设计技术主要措施为:
(1)减压塔塔顶设置两组三级蒸汽抽空器及用喷水式板式空冷冷凝以保证塔顶残压满足深拔要求。
(2)全塔采用高效规整填料和内件,降低全塔压力降,提高蒸发层的真空度。
(3)减压塔底吹入、减压炉管注人适量蒸汽,采用微湿式汽提操作,提高炉出口汽化率和产品质量。
(4)设净洗段、低液量分配均匀的槽式分布器,降低重蜡油的残炭和重金属含量。
(5)进料口设置360。环形分配器,使上升气体均匀分布,减少雾沫夹带。
(6)通过炉管吸收一定热胀量,实际生产过程中可根据需要深拔或适当深拔。
(7)减压设置减一线柴油分馏段和强化常压塔塔底汽提等措施提高轻质油收率,降低减压负荷。
(8)一定的原油适应能力和操作弹性,包括减压系统的主要设备和换热网络对性质相近的原油品种、处理量及生产方案等变化具有一定的适应能力。
综上所述,通过减压高真空、高炉温、低温降、低压力降、微湿式及设置柴油分馏段等一系列减压深拔措施,装置具备提高减压深拔的技术条件。
国内发展和应用现状
国内大规模加工进口高硫原油起步较晚,主要有茂名、广州、镇海、大连西太平洋、齐鲁,
以下分别介绍前四家企业采用的工艺流程:
(I)茂名分公司
常压石脑油:乙烯裂解装置原料或重整装置原料
常压柴油:加氢精制后调和柴油
减压馏分油:催化裂化装置原料或加氢裂化装置原料(催化裂化必须控制原料的硫含量,否则汽油的硫含量超标)
减压渣油:渣油加氢装置的原料,经其处理后作为重油催化裂化装置原料。
(2)广州分公司
常压石脑油:乙烯裂解装置原料或重整装置原料
常压柴油:一部分电精制,另一部分加氢精制,两者调和柴油
减压馏分油:催化裂化装置原料
减压渣油:一部分去焦化,焦化汽柴油进加氢精制,焦化蜡油进加氢精制装置生产精制蜡油,然后作催化裂化原料,高硫石油焦做CFB炉燃料另一部分进溶剂脱沥青。
(3)镇海炼化公司
常压石脑油:连续重整、固定床重整装置原料
常压柴油:加氢精制后生产航煤、军柴和精制柴油
减压馏分油:进灵活加氢裂化生产精制蜡油,然后作催化裂化原料
减压渣油:渣油一部分生产高等级道路沥青,一部分生产180#、250#燃料油,其余进焦化装置,焦化汽柴油进加氢精制,焦化蜡油进加氢精制装置生产精制蜡油,然后作催化裂化原料,高硫石油焦做CFB炉燃料
(4)大连西太平洋公司
常压石脑油:一部分调合汽油出厂,一部分做固定床重整装置原料
常压柴油:加氢精制后生产航煤、军柴和精制柴油
减压馏分油:进蜡油加氢装置生产精制蜡油,然后一部分作催化裂化原料,另一部分进加氢裂化。
常压渣油:常压渣油进ARDS,ARDS渣油作催化裂化原料。
只有在生产沥青时,常减压装置才开减压。
国外发展和应用现状
2009年俄罗斯原油产量和出口量分别为4.94亿吨和2.48亿吨,同比分剐增长1.2%和2.1%;原油一次加工量为2.36亿吨,与上年基本持平;成品油出12量同比增长4.5%,至12058万吨;原油和成品油出口外汇收入分别为935亿美元和468亿美元,同比分别下降38.4%和40.3%。2009年俄罗斯天然气产量58364L立方米,同比下降12.1%;出口天然气16834L立方米,同比下降14.2%;天然气出口外汇收入为394亿美元,同比下降40.7%。2009年俄罗斯的油气外输管道建设项目进展较快,万科油田、萨哈林2号项目LNG生产线以及远东输油管道一期工程等重大项目投产。为应对危机,俄罗斯下调矿产资源开采税和出口关税;加强与独联体国家的天然气进口合作,以确保其在欧洲天然气市场的地位;批准《2030年前能源战略》,拟提高向亚太市场的油气出口比例。
国外加工高硫原油常用的工艺技术
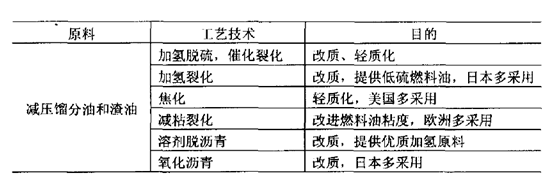
美国多采用延迟焦化处理中东减压渣油,该工艺特点是:投资少,技术成熟,缺点是生产大量的高硫石油焦。馏出物再经过加氢精制或作为轻质油品凋合组分,或者通过催化裂化进一步加工,不失为一种中东原油加工组合工艺,该工艺技术成熟。加工中东减压渣油的最大问题是高硫打油焦的出路,美国多采用石油焦锻烧后作电极焦的办法。
供应商信息
中国石油天然气集团公司
中国石油化工集团公司
中石油大连石化公司
唐山达丰焦化有限公司
长治市瑞达焦业有限公司
七台河鑫源焦化有限公司
内蒙古沪蒙焦化有限公司
青海江仓能源发展有限公司
抚顺市裕抚石油化工有限公司
经典案例
一次加工损失主要是指常减压蒸馏装置在生产过程中所发生的损失。其主要损失点有:电脱盐部分切水带油和含盐、三顶回流罐含硫污水带油和三顶气放火炬、电精制碱渣带油和沉积、静动密封点泄露以及设备检修、采样漏油等。因九江石化5.0Mt/aI套常减压装置2008年初实施节能改造,至2008年3月中旬才开工,1.5Mt/aII套常减压装
置运行到2008年3月下旬就停运,2套装置采取接力式生产,所以分析损失时一并考虑。2008年原油脱盐前、后含水和含盐年平均值见表1,原油电脱盐工艺流程如图l所示。
2008年。在电脱盐注水量为324.12kt的情况下。有316.12kt水作为污水被切掉,电脱盐罐带出的油为113.329t。其中35.728t污油进入排水装置再回收。77.6t作为污油送罐区后进行回炼,回炼既增加加工消耗又增加输转损失。2008年“三顶”(初馏塔顶、常压塔顶、减压塔顶)污水含油标定分析数据见表2。
九江石化2008年的实际原(料)油加工量为4312.1kt,有17132.8t水和20.67t盐带入后续工艺.有152.792t盐随含盐污水排放而损失掉。在17132.8t水中。平均有22.753t污油进入催化污水汽提原料罐进行隔油并定期(不小于半年)回收。三顶气相部分放火炬线已关,阀门也进行铅封.不凝气全部由轻烃压缩机送催化装置进行回收。装置加热炉自用燃料油和燃料气,在增加计量措施和加大管理力度后,生产量和自用量分别计量,物料的损失和能源的消耗不相混淆。按此实际情况统计,装置损失共计953.47t,是加工量的O.022%;平衡后,I套常减压损失率为0.24%(含改造后装置系统藏油量)、Ⅱ套常减压损失率为0.19%,高于2008年中国石化0.13%的平均水平。
参考文献
[1]岳小文.2009年俄罗斯油气工业综述[J].国际石油经济,2010,18(4):43—50.
[2]袁神.九江石化加工损失现状及分析[J].中外能源,2010,15(7):80—88.
[3]孙振光.高硫原油的加工[A]. 2003年(上海)含硫原油加工研讨会论文集[C].上海:中国石油学会,2003.63—72.
[4]陈燕萍.常减压蒸馏装置减压深拔技术改造及工艺优化[J].炼油技术与工程,2009,39(10):25—30.