

概述
1.定义
螺杆泵依靠相互啮和空间的容积变化来输送流体。目前,螺杆泵按照螺杆数目可以分为单螺杆泵、双螺杆泵、三螺杆泵、四螺杆泵和五螺杆泵。按照吸入方式,可以分为单吸式和双吸式。按照螺杆泵螺杆螺纹头数,分为单头和双头螺杆泵。
2.结构
螺杆泵抽油装置主要由井下螺杆抽油泵和地面驱动装置组成。井下螺杆泵由转子和定子组成。转子由合金钢棒料加工而成。定子由钢制外套和橡胶衬套组成,内表面呈双螺旋曲面,与转子外表面相配合。
地面驱动装置主要由螺杆泵驱动装置、电控箱、光杆卡具和供电系统组成。地面驱动装置把动力传递给井下泵转子,使转子运动实现抽吸原油。从传动形式上分机械驱动装置和液压驱动装置。
3.工作原理
螺杆泵是一种螺旋式空腔累进泵。地面动力通过抽油杆驱动转子在定子之中转动,由于转子与定子啮合,形成一系列被定子与转子之间接触线所密封的腔室。随着转子转动,泵入口处不断形成的敞开室在油井沉没压力作用下依次被井内液体充满,并逐渐成为密封腔向泵排出端移动,从吸入到排出,产生一种抽吸行为,从而完成采油举升功能,将井液排出。螺杆泵工作过程就是密封腔室不断形成、推移和消失的过程。
4.螺杆泵抽油工艺的优点
(1)螺杆泵属于旋转容积式泵,兼有离心泵和容积泵的优点,可以解决常规抽油泵的油稠、砂卡和气锁现象;(2)螺杆泵在不同压力条件下流量改变很小,流量非常均匀;(3)运动件很少(只有转子一个运动件),流道短且简单,过流面积大,油流扰动小,故携带能力强;(4)采油生产投资费用低。对比常规抽油机、电动潜油泵等采油方式,螺杆泵结构简单,一次性投资和维护费用最低;(5)环境适应性强,适用于油稠、高含砂、高含气等油井,使用占地面积小,安装简便。
技术原理
1.泵体新技术
随着螺杆泵采油技术应用水平的提高,加之新材料、新工艺的不断涌现,螺杆泵的井下泵体技术发展较快,出现了以下几类能够解决专项问题、满足不同举升条件需要的螺杆泵。
1) 空心转子螺杆泵
针对常规实心转子螺杆泵暴露出的热洗清蜡困难、测试和抽油杆柱脱扣等问题,开发研制了两种分别为等壁厚空心转子和直通式空心转子结构的空心转子螺杆泵。
与实心转子螺杆泵相比,空心转子螺杆泵具有以下显著优势:一是可实现大排量快速热洗清蜡。在空心转子上部安装热洗阀,当反洗井时,热洗液一部分由螺杆泵采出,大部分热洗液在热洗压力的推动下,流经空心转子内腔打开转子上热洗阀,直接进入油管。这种工艺可实现高温。低压。大排量热洗,不损伤地层,同时降低热洗费用。
二是可防止抽油杆脱扣。当油井出现连抽带喷现象时,如果螺杆泵进出口压差大于0.5MPa,热洗阀自动打开,多余井液从空心转子内腔经热洗阀进入油管,可消除转子卸扣扭矩,实现防脱功能。
三是可满足油田定点压力监测的需要。空心转子与测压阀。空心抽油杆配套应用,提供压力测试的通道,具有压力监测功能。
空心转子螺杆泵,2000年开始先导性现场试验,到目前为止,这项技术已经成熟配套,在用井数已达158口,平均运转时间532d最长时间已超过1000d,基本解决了小排量螺杆泵井的热洗清蜡和由于上顶力导致的杆柱脱扣问题,取得了十分可观的经济效益。
2)等壁厚定子螺杆泵
为解决常规螺杆泵由于定子橡胶厚薄不均引起的溶胀和温散不均导致泵体寿命缩短的问题,开发研制了等壁厚定子螺杆泵。这种结构的螺杆泵可以进一步延长泵体的使用寿命,具有以下显著特点。
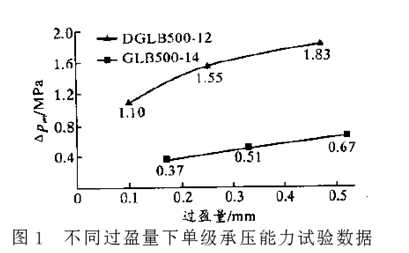
一是单级承压能力高。试验结果表明(图1):在相同过盈量下,等壁厚定子螺杆泵DGLB500—12的单级承压能力是常规泵GLB500—14的3倍以上。这说明均匀壁厚的橡胶层使定、转子间以最小的过盈达到最佳的配合,降低了启动扭矩(与常规螺杆泵相比,降低了50%),从而改善泵的整体工作性能。
二是对温度变化不敏感。试验结果表明:温度从24度上升到50度时等壁厚螺杆泵的扭
矩几乎没有改变,单级承压仅上升12%,而同型号常规泵上升71%。这说明等壁厚定子橡胶散热快。温胀均匀,对温度变化不敏感,减小了结构变形,保持了较好的型线,可延长泵的工作寿命。目前,这种泵已进入现场试验,应用效果较好。以杏4—42—P51井为例,该井泵型为DG-LB500—12,泵挂深度980m,产液25m3/d,泵效71%,系统效率达到43%,运转寿命超过300d,表现出良好的推广应用前景。
3)转子陶瓷喷涂螺杆泵
三元复合驱油技术作为大庆油田提高原油采收率。增加可采储量的重要技术手段之一,试验规模逐年扩大。但在螺杆泵井开采中暴露出举升设备和井筒严重结垢,导致检泵周期明显缩短等问题;游梁式抽油机主要表现为频繁卡泵,电潜泵主要表现为堵塞流道和分离器,结垢严重时,平均检泵周期仅为10—30d,严重影响了三元复合驱的试验效果。为此,开发研制了适应三元复合驱需要的转子陶瓷喷涂螺杆泵。
这种泵主要有以下技术特点:一是调整了转子表面的极性,使其与结垢晶核的结合力减小;二是转子表面喷涂陶瓷后,表面硬度由45HRC提高到58HRC,耐磨性也随之增强;三是转子表面粗糙度值进一步降低,使得配合精度进一步提高,螺杆泵水力特性得到改善。
目前,这种泵已进入现场试验,应用效果较好。以北1—7—P126井为例,在结垢高峰期正常运转128d后,起泵发现转子没有结垢,而抽油杆的结垢厚度达到2mm以上,最厚的地方甚至达5mm,这种泵表现出良好的抗结垢性能,但涂层与基体的粘结强度还需要进一步提高。
4)多头大排量螺杆泵
随着大庆油田进入高含水后期开采阶段,日产液150m3/d以上的大排量井数量逐年增加,特别是聚合物驱大排量井,抽油机井杆管偏磨和电潜泵井在见聚期内供排关系变化大而无法适应的问题很突出,虽然螺杆泵采油技术可以解决上述问题,但是目前成熟的螺杆泵采油
技术的排量范围只适应排量在5—150m3/d油井,无法适应排量大于150m3/d油井的举升要求。为此,开发研制2:3的大排量螺杆泵,与单头大排量螺杆泵相比,这种泵具有以下技术特点:
一是泵排量大幅增加。由于采用了多头泵的设计方法,在保证设计参数合理配比的情况下,泵的工作腔数量由2个增加到3个,排量由原来的0.8L/r提高到1.2 L/r,增幅达50%。
二是采用多头泵的设计方法后,排量增大,但偏心距减小,从而使螺杆泵定子橡胶的厚薄不均的程度有所改善。对于改善定子橡胶的受力状况,延长使用寿命十分有利。
该泵型首次将多线设计方法应用于采油螺杆泵设计,在现场应用中充分体现出排量大(工作转速150r/min时,最大实际排量226m3/d)泵效高(动液面806m时,泵效74.9%的特点。目前,这种泵现场应用井数已达18口,平均日产液199m3/d,平均泵效79.8%,平均动液面456m,最长运转时间达681d,平均运转436d。
2.大排量螺杆泵专用抽油杆
大排量螺杆泵因转子偏心大、扭矩大、振动剧烈,致使杆柱断脱问题十分严重,常规杆的断脱率高达48%,为提高螺杆泵抽油杆的防断脱性能,大庆油田开发了大排量螺杆泵专用抽油杆,在现场应用中已见到了良好的防断脱效果。
1)防断脱原理
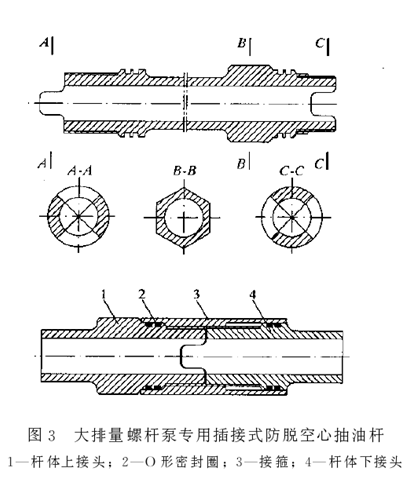
大排量螺杆泵专用抽油杆的结构特点 (图3)是:相连接的2根抽油杆靠互相插入配合的牙体来传递扭矩。由于牙体具有足够的抗剪切强度,且始终处于插接状态,因此相连接的抽油杆同步运转,从而达到防脱扣的目的。另外,杆体优选相应尺寸空心结构,杆头采用直接锻造成型工艺加工,提高整体强度,实现防断性能。
2)专用杆结构优化
为了保证抽油杆在实现防断脱性能的同时,降低加工难度,采用有限元分析方法对专用杆的结构进行了优化。一是插接结构优化。对比较容易实现的半圆形、直槽形和对称扇形3种插接结构进行了受力分析,设定牙体外径)40.25mm、内径26mm、根部圆4mm、在扭矩
1.1kNm条件下有限元受力分析发现:半圆形接头的最大剪应力为1186MPa,直槽形接头的最大应力为1386MPa,对称扇形接头的最大应力为797MPa。即3种插头形状比较,对称扇形接头的最大应力最低,因此,优选对称扇形接头结构。
二是牙体根部圆角的优选。专用抽油杆的2个牙体在传递扭矩过程中,牙体的根部是应力集中区域,所以对牙体根部圆角进行了优选。最大应力分析发现,无圆角时应力为1665MPa,圆角半径2mm时应力为883MPa,圆角半径3mm时712MPa,圆角半径4mm时602MPa,圆角半径6mm时480MPa。考虑到牙体与杆体等强度,选择圆角半径6mm。
抗扭试验表明:这种结构的专用杆抗扭强度超过3.7kNm,按3.0的安全系数考虑,完全可以满足大排量螺杆泵井的承载要求。
此外,大庆油田采油三厂研制的锥螺纹螺杆泵专用抽油杆,现场应用也见到很好的防断脱效果。
截至2002年底,大排量螺杆泵专用抽油杆已进行现场试验206口井,断脱率5.43%;而同期应用普通抽油杆33口,断脱率达48.48%。特别是大庆油田北1—6—P34井,是三元复合驱的1口中心井,该井由于结垢严重,杆体承载扭矩比正常螺杆泵井大450Nm,且杆体承受交变载荷,正常运转805d,没有发生断脱事故,表现了良好的综合力学性能和防断脱性能。
3.驱动装置
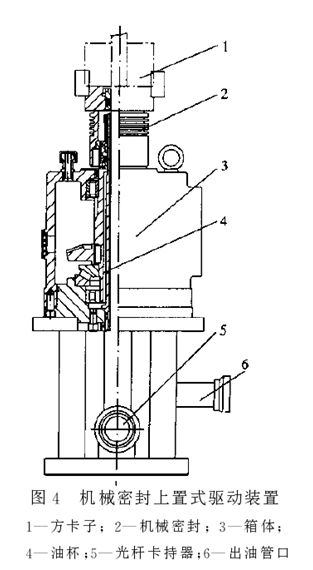
为了解决螺杆泵驱动装置盘根盒漏油、减速箱下部油封漏油问题,避免停机反转,提高机械效率,降低维护成本,研制成功高效率、免维护的系列地面驱动装置(图4),并已形成产业化,340口井的现场应用结果表明,这种驱动装置的性价比已达到国际同类产品的领先水平。重大改进点体现在以下几方面:
1)采用“油杯”和机械密封
为了解决老式驱动装置渗漏问题,一是独创性地采用“油杯”结构,将动密封从减速箱体底部移至箱体上部,解决了驱动装置减速箱下部油封漏油问题,不再因减速箱下部油封寿命问题而造成驱动装置更换维修,也避免了因齿轮油渗漏而带来的轴承、齿轮损坏。
二是应用机械密封技术取代了填料盘根密封结构,不仅密封效果好,而且寿命长,现场维护工作量由原来的1—2周添加1次盘根到现在1—1.5a更换1次机械密封部件,除了定期更换齿轮油和胶带以外,新型驱动装置基本实现了免维护,大大降低了采油工人的维护工作量和维护费用,并且提高了运行时率。
2)优选结构参数
新型机械密封式驱动装置由于优化结构参数,采用了摩擦损耗很小的机械密封系统、油杯结构,比带有盘根密封的同类产品机械效率高10%以上;同时标准化、高可靠性和人性化设计制造技术,使产品故障率低,运转时率高。另外机械密封系统与光杆没有接触,对光杆不会造成任何伤害,因此不会带来光杆断裂的故障。
室内试验表明,新型驱动装置机械效率比其它同类产品提高5%—10%。
3)采用棘轮棘爪防反转机构
新型驱动装置采用了可靠的棘轮棘爪防反转机构,与超越离合器防反转相比,能够释放储存在光杆及装置上的反转扭矩,保证了驱动装置停机后不会高速反转;不需定期注润滑油,不易磨损,现场可以随时更换,便于维修及日常管理,而且价格低1倍。
4)设计了光杆密封卡持器
为了解决驱动装置维修更换不便,工作量大的问题,利用驱动装置下部原来密封系统的空间,设计了光杆卡持器,该装置具有2个功能,一个是在更换密封件或维修减
速箱时卡住光杆(代替吊车),另外是密封井口(代替专用井口)。
光杆卡持器最大承载重力可达105N,装置内的心子可根据光杆尺寸、型号进行选配,适用于所有型号光杆。
5)采用模块化和标准化设计
新型驱动装置采用模块化。标准化设计,提高了产品的互换能力和通用性,便于低成本高质量批量制造和现场维护、测试。它可根据现场产能的需要更换不同功率的电动机而不用整体更换驱动装置,保证电动机高效运转,避免大马拉小车现象。另外当驱动装置相应部位出现故障时,只需对不同部位维修和更换,提高可靠性和利用率。
到目前为止,新型机械密封式驱动装置现场应用了340口井。现场应用结果表明,该装置密封效果好、寿命长,维修、更换方便快捷,运行安全可靠,大大降低了维护。维修工作量及成本,提高了系统运行时率,受到了现场管理人员的欢迎。
4.工况测试诊断技术
针对螺杆泵工况测试、诊断和优化设计配套技术不完善的问题,研制了无线式测试装置,建立了螺杆泵井故障诊断模型并编制了配套的软件,形成了一套螺杆泵系统工况测试。诊断和优化设计方法。经现场验证,诊断符合率达95%,优化设计合格率100%,优化井平均系统效率为35%以上。
1)研制了无线式螺杆泵工况测试仪
新型螺杆泵工况测试仪由传感器、发射盒和主机3部分组成,该仪器具有以下几点优势。一是采用无线遥测方式,不需要连接信号线和电源线,节省了测试时间,同时测试过程中测试人员远离井口,保证了测试的安全性;二是传感器可以长期安装在井口,测试时只需将信号发射器安装在传感器上即可工作,测试过程相当于不停机操作,对油井的生产没有影响;三是传感器设计在测试精度允许条件下,体积大幅度缩小,同时进行了低温、高温老化处理,达到了设计的工作环境温度要求;四是传感器采取全密闭封装,适合于各种气候条件。
2)螺杆泵井系统诊断技术取得突破
一是进行了螺杆泵井抽油杆柱综合受力分析,建立了杆柱扭矩和轴向力的理论计算模型。二是开展了不同工况下,螺杆泵光杆扭矩和轴向力的变化规律研究。采用新型测试仪高速采集螺杆泵井的光杆扭矩和轴向力数据,并绘成曲线进行分析。室内及现场试验结果表明,光杆扭矩和轴向力随时间变化曲线和理论计算结果相吻合,能够真实反映螺杆泵井杆柱和泵的工作状况,对于分析举升系统在不同工况下的变化特性具有重要的指导意义。三是建立了螺杆泵井系统诊断模型,实现了对举升系统各部位的工况分析和故障诊断。
3)螺杆泵井优化设计取得突破
建立了螺杆泵井优化设计模型,实现了产量最大目标下,举升系统的设备优选和工作参数优化设计,并根据理论模型编制了配套的诊断和优化设计软件。
截至2002年底,利用该套系统共对243口井进行了系统诊断和优化设计,诊断符合率达到
95%,对50口井进行了措施调整,优化设计合格率达到100%,优化后的螺杆泵井系统效率均在35%以上,取得了良好的应用效果。
5.螺杆泵采油配套技术
“十五”以来大庆油田在螺杆泵采油配套技术方面,重点配套完善了以下4项技术,极大地促进了螺杆泵井应用水平的进一步提高。
1)完善了不压油层洗井工艺
针对螺杆泵井洗井中伤害油层的问题,开发了与空心转子配套的不压井及不压油层洗井工艺,洗井液通过洗井工具从套管直接进入油管,避免对油层造成伤害,同时在作业过程中密封生产通道,实现不压井作业。现场试验表明,采用不压油层洗井工艺可使中排量螺杆泵井洗井后含水恢复时间由原来的3—4d缩短到1d左右。
2)完善了油管扶正技术
和小排量螺杆泵不同,大中排量螺杆泵转子偏心距大,运行过程中管柱的周期性振动剧烈,常规的橡胶扶正器无法有效地扶正,为此研制了钢球扶正结构的新式油管扶正器,该扶正器在油管的压力作用下将扶正钢球顶出,均匀挤压套管内壁,保证扶正稳定。
3)建立完善了螺杆泵性能检测系统
一是对采油工程研究院的螺杆泵性能检测系统进行完善,强化质量监督职能,提高检测系统的适应范围;二是在井数集中的采油四厂新建螺杆泵性能检测系统,提高了螺杆泵的重复利用能力和该区块螺杆泵井的过程监控能力。截至2002年底,共完成螺杆泵产品的质量监督检验和委托检验225台套。其中,发现各类不合格品14台套,有效避免了不合格产品进入现场。
4)完善了螺杆泵采油及配套技术的相关标准
为了规范中排量螺杆泵的产品设计、加工、检验和施工作业等过程,保证螺杆泵举升系统的产品质量和提高管理水平,建立了《螺杆泵检测规程》、《螺杆泵作业规程》、《螺杆泵生产井操作规程》、《螺杆泵水力特性检测规程》等企业标准。
国内发展和应用现状
我国在螺杆泵的研制方面起步较晚,1989年石油大学万邦烈教授在胜利油田现河采油厂进行了潜油电动螺杆泵采油技术试验;辽河油田在金马区块进行了电动潜油螺杆泵的现场试验;重庆虎溪电机厂也开始对电潜螺杆泵机组进行开发,并在中原油田进行下井试验,20 世纪90 年代中期开始在国内油田小规模应用。截至目前,地面驱动的螺杆泵已有批量应用,应用及配套技术也相对成熟,生产企业有北京石油机械厂、唐山玉联实业有限公司、上海东方泵业有限公司、潍坊生建集团公司、胜利高原有限公司、天津立林机械有限责任公司等。大量文献资料表明,国内对电动潜油螺杆泵技术的研究起步较晚,但潜力巨大。
国外发展和应用现状
螺杆泵于1930年发明后,主要用于工业领域泵送粘稠液体,1970 年首次被用于开采高含砂稠油。前苏联在1973年研制成功电动潜油单螺杆泵采油系统,并发展了单螺杆、双螺杆等形式的螺杆泵。法国PCM 公司也生产出电动潜油单螺杆泵,采用了4个相同的单螺杆泵串联或上、下2 组左、右旋单螺杆泵并联结构,其共同特点是采用潜油电机直接驱动螺杆泵。20世纪90年代,美国、加拿大等国家开始研制带井下减速器的电动潜油螺杆泵,并在多砂、高粘深井、定向井、水平井中采用,目前规模较大的有美国的Cent rilif t Amoco 、Reda 和加拿大的Kudu公司等。法国MAPE 公司生产的螺杆泵可以在含砂量高达60 %的井况下正常工作。
目前,使用较多的是地面驱动抽油杆传动螺杆泵,井下电机驱动螺杆泵近几年发展较快,在国外和海上油田使用数量逐渐增多。
供应商信息
法国PCM公司
美国的Centrilift Amoco
Reda
加拿大的Kudu公司
法国MAPE公司
北京石油机械厂
唐山玉联实业有限公司
上海东方泵业有限公司
潍坊生建集团公司
胜利高原有限公司
天津立林机械有限责任公司
经典案例
见“螺杆泵及其应用.pdf”
参考文献
[1]南风.螺杆泵新技术[J].复杂油气藏,2009,卷号(01):78—78.
[2]姜新通,石建飞,刘羽楠,刘超.地面直驱式螺杆泵节能技术改造[J].黑龙江八一农垦大学学报,2007,(6):38—41.
[3]穆金峰,吕有喜,魏三林,姜延庆.超深稠油螺杆泵举升工艺技术研究与应用[J].石油矿产机械,2010,(2):72—75.
[4]卢时林.螺杆泵采油技术在稠油热采开发后期的应用[J].特种油气藏,2009,卷号(03):93—100.
[5]何希杰,劳学苏.螺杆泵及其应用[J].通用机械,2008,(2):26—29.
[6]柳海,李纲要,马增辉,冯学章,张晓红.稀油井区螺杆泵采油工艺技术研究[J].西南石油学院学报,2006,28(6):66—68.
[7]田扬,刘文博. 螺杆泵采油工艺在青海油田的应用及现场评价[J].西部探矿工程,2010,22(10):102—105.
[8]黄有泉,何艳,曹刚.大庆油田螺杆泵采油技术新进展[J].石油机械,2003,31(11):65—69.